
- 首页 >
- 资讯中心 >
- 大型储罐内边柱具体施工步骤
大型储罐内边柱具体施工步骤
发布日期:2021-09-13 14:19:58 访问量:20001、底板组焊,底板在焊接过程中,会产生残余应力场,其主要原因是:焊后冷却时,热影响区快速冷却,很快进入弹性状态,而高温焊接区还处于塑性状态,从而使钢板产生波浪状变形,如果不采取有效的防变形措施,底板的合格率几乎是0。
2、总结减少变形的方法:编制合理的焊接顺序、焊接工艺、焊接方法,使焊缝处的应力分布均匀;底板焊缝焊完后,可用小锤敲击焊缝两侧,可起到分散焊缝应力作用;大型储罐底板的排列形式宜采用T字形排板法,其优点是:排版时便于错缝,容易排列,外观整齐;能满足施工条件,易避免在施工过程中应力过分集中,并能迅速均匀地传递,从而克服中幅板焊后沿纵横方向收缩而使底板发生凹凸现象;中幅板对接焊缝组对时可采用焊接反变形方法,即用龙门夹具在焊接前预抬高来抵消焊接所产生的收缩。
3、发酵罐的基础坡度较大,底板组焊完成后,为便于组对焊接,最小层壁板优先安装,焊接对接限位挡板,为方便进罐施工及保证罐内施工环境卫生,储罐人孔必须预先开设。
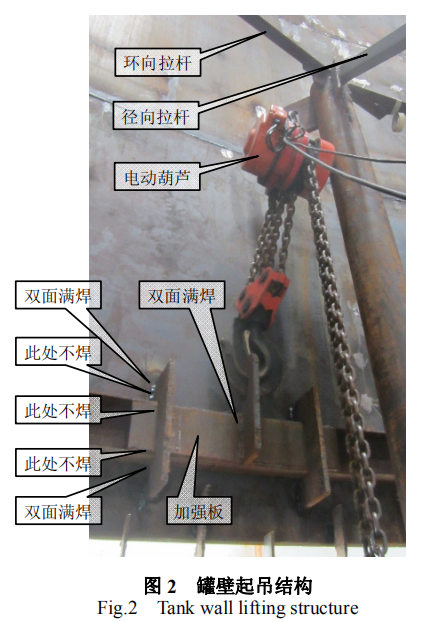
4、组装第一层(由上至下)壁板-组装拱顶并开设内边柱天窗-组装6根内边柱及其电动葫芦提升装置-通过内外柱上的电动葫芦往上拉升,带动储罐的提升,完成提升罐壁对下一层板的组对,此时拱顶已上升内边柱外面,可再增加6根内边柱及电动葫芦提升装置-重复提升过程,直至完成全部壁板组对、焊接。
5、底板组焊,底板在焊接过程中,会产生残余应力场,其主要原因是:焊后冷却时,热影响区快速冷却,很快进入弹性状态,而高温焊接区还处于塑性状态,从而使钢板产生波浪状变形,如果不采取有效的防变形措施,底板的合格率几乎是0。
6、总结减少变形的方法:编制合理的焊接顺序、焊接工艺、焊接方法,使焊缝处的应力分布均匀;底板焊缝焊完后,可用小锤敲击焊缝两侧,可起到分散焊缝应力作用;大型储罐底板的排列形式宜采用T字形排板法,其优点是:排版时便于错缝,容易排列,外观整齐;能满足施工条件,易避免在施工过程中应力过分集中,并能迅速均匀地传递,从而克服中幅板焊后沿纵横方向收缩而使底板发生凹凸现象;中幅板对接焊缝组对时可采用焊接反变形方法,即用龙门夹具在焊接前预抬高来抵消焊接所产生的收缩。
7、发酵罐的基础坡度较大,底板组焊完成后,为便于组对焊接,最小层壁板优先安装,焊接对接限位挡板,为方便进罐施工及保证罐内施工环境卫生,储罐人孔必须预先开设。
8、组装第一层(由上至下)壁板-组装拱顶并开设内边柱天窗-组装6根内边柱及其电动葫芦提升装置-通过内外柱上的电动葫芦往上拉升,带动储罐的提升,完成提升罐壁对下一层板的组对,此时拱顶已上升内边柱外面,可再增加6根内边柱及电动葫芦提升装置-重复提升过程,直至完成全部壁板组对、焊接。

 在线客服1号
在线客服1号